Feature Article, January 2004
This article was
originally published in the Winter 2003, Association of
Firearm and Toolmark Examiners (AFTE) Journal (AFTE Vol.
35/#1 Winter 2003). It is being reprinted here with
the permission of the AFTE Editor, Matt Noedel.
| Validation
Study of Electrochemical Rifling
|
By: Charles S. DeFrance and
Michael D. Van Arsdale, Federal Bureau of Investigation,
Washington, D. C.
Key Words: electrochemical
machining, electrochemical rifling, ECR, validation study
ABSTRACT
Electrochemical machining is being
used by Smith & Wesson to rifle many of its revolver
barrels. This paper provides a description of this
manufacturing process and a study that was conducted to
evaluate whether or not these barrels will mark bullets in a
repeatable and unique manner. This validation study of
firearms/toolmarks identification as it applies to
electrochemical rifling found that this manufacturing
technique does produce unique, reproducible, and
identifiable microscopic marks.
INTRODUCTION
Since 1993, Smith & Wesson has been using an
electrochemical machining technique to rifle most of their
revolver barrels. The only revolver barrels that are still
broach rifled are .22 caliber barrels and ported barrels.
The manufacture of electrochemically rifled (ECR) barrels
begins with the same steps as conventional broach rifling.
The barrels are drop forged from bar stock, annealed, and
wheel abraded to remove scale. During the annealing
process the barrels have a tendency to bend and are
therefore put through a straightening operation. The barrels
are next drilled and reamed using conventional machining
tools and the forcing cone is made with a tapered reamer.
The barrels are then ready for rifling.
The electrochemical rifting machines arc made by Surftran
and were specifically designed for Smith & Wesson. Each
machine runs two independent workstations, each one with a
single electrode manufactured by Mechanical Plastics. They
are constructed of a two-inch long plastic cylinder with
metal strips spiraling down its exterior. The metal strips
are in the desired dimensions of the grooves, are at the
appropriate rate of twist (1 turn in 18.75 inches for .357
Magnum), and are slightly inset in the plastic cylinder. The
barrel is placed in the machine and is held stationary. The
electrode is placed into the barrel and both are submerged
in an electrolyte (sodium nitrate). The electrode travels
down the barrel and rotates at the desired rate of twist. As
current passes from the negatively charged electrode
(cathode) to the positively charged barrel (anode), the
metal is removed by electrolysis to produce the grooves by
duplicating the shape of the electrode. During this
operation the electrolyte flows through the barrel under
pressure to remove the reaction products. This prevents the
build up of reaction products on the electrode. Because the
metal strips on the electrode never come in physical contact
with the barrel and reaction products are not given the
opportunity to build up, the electrode does not require any
cleaning or maintenance. In fact, electrodes are only
retired when the plastic core, which contacts the barrel to
provide proper spacing and centering, wears over time. An
electrode will usually remain within the tolerance of 2
thousandths of an inch concentricity tier approximately 3000
inches of barrel. During our tour of the Smith & Wesson
factory, they were rifling six-inch .357 Magnum caliber
barrels and the ECR process took about 60 seconds per
barrel.
White touring the facility, Smith & Wesson generously
provided five consecutively rifled six-inch .357 Magnum
caliber barrels. These barrels were rifled in the presence
of one author. Each barrel was numbered in order of
production, wrapped to avoid damage during transport and
taken to the laboratory for further examination and testing.
PROCEDURE
The five consecutively rifled barrels were numbered in
the order of manufacture. Each barrel was test fired on the
same Smith & Wesson revolver, a Model 681. However, the
marks present on these first sets of bullets were difficult
or impossible to identity. It is believed that this is due
to rapid wear of the new barrels before the microscopic
characteristics stabilize. This phenomenon has been
previously documented in new, unused barrels in studies
conducted by Burdock1 and Matty2.
Their studies required a couple sets of test fires before
the marks began to stabilize. However, the marks in the ECR
barrels did not seem to be stabilizing as quickly. To avoid
any possibility that changing marks might interfere with the
study, fifty rounds of jacketed ammunition were fired from
each barrel to represent the "break-in" period.
After the break-in period, test samples were fired and
collected from each barrel. Microscopic comparisons showed
that the barrels were reproducing their microscopic
characteristics on the test fires. These samples were .357
Magnum caliber, 158 grain jacketed soft point bullets. For
each barrel, six test bullets were collected. The fired
bullets were randomly lettered and placed into envelopes
marked with the respective barrel number.
Three different tests to he conducted by a qualified
examiner were created from the test fired specimens. Each
test consisted of five bullets that were randomly selected
from the envelopes such that one bullet from each barrel was
represented. Two additional bullets were added to each test.
The additional bullets provided for at least two possible
identifications. However, in one test the two additional
bullets had both been fired from the same barrel and
therefore three identifications were possible.
Each test was given to a qualified Firearms-Toolmarks
Examiner in the FBI Laboratory. These tests required
twenty-one different bullet to bullet comparisons. Each
examiner was asked to fill out an answer sheet and mark each
comparison they made as an identification, no conclusion, or
exclusion. For every identification, they were to provide
information as to whether their identification was based on
marks present in the land impressions alone, the groove
impressions alone, or both lands and grooves independently.
This distinction was made because marks produced by the
lands are a result of the reaming process, while the grooves
produce marks that arc a result of the ECR process. Thus,
different areas on the bullet represent different
manufacturing processes. A total of nine examiners completed
a test.
OBSERVATIONS
When the barrels were examined in the laboratory it was
noted that the rifling had the general appearance of
conventional rifting. However, upon closer inspection it was
noticed that the shoulders between lands and grooves were
not as sharp as commonly seen in broached, button, or hammer
Forged rifling. This was also apparent upon examination of
the test tired bullets, which also had a less defined
shoulder between land and groove impressions (Figures 1
through 3).
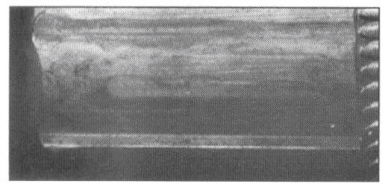
Figure 1.
Photograph of a test fired bullet showing the
rounded shoulders of the land and groove
impressions.
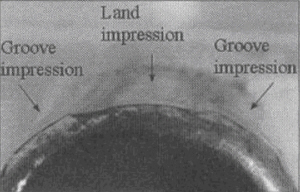
Figure 2.
Photograph of the base of the test
fired bullet showing the rounded shoulders of the
land and groove impressions.
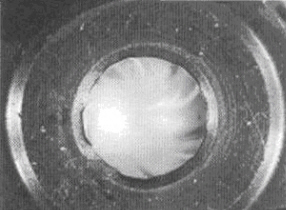
Figure 3.
Photograph of the muzzle end of a lest barrel,
showing the rifling.
The general rifling characteristics of
these bullets were measured and are listed below:
Five Grooves, Right Twist
Land Impression Width: 0.097"-0.100"
Groove impression Width: 0.116"-0.120"
RESULTS
With the exception of one of the authors, all nine of
the qualified Firearms-Toolmarks Examiners in the FBI
Laboratory participated in this study. Upon completion of
the tests, the results were collected and analyzed. The
responses from the nine examiners included no false
identifications or false elimination's. All examiners
reported that the identifications that they made could he
made independently on the land or groove impressions. In
three of the tests there was a true identification that was
marked as a "no conclusion." However, only false positive or
false negative responses were considered incorrect since a
"no conclusion" does not exclude the possibility that the
bullets could have been tired from the same barrel.
CONCLUSIONS
Based upon one author's personal observations during the
comparison of test fired bullets from each barrel, it was
clear that marks were consistently reproduced. Further,
these reproduced marks were clear on both land and groove
impressions, which is important since they would each he the
result of two different manufacturing processes (Figures 4 &
5).
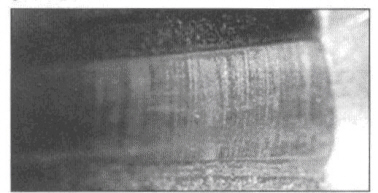
Figure 4.
The marks left by the reaming
process are visible on the top of the land in a test
barrel.
Figure 5.
The marks left on the grooves are visible here. A
speckled pattern is visible from the removal of
metal during the ECR process.
The
results of the tests are also very positive. Without
exception, all the examiners reported correct results. There
were no false identifications reported which clearly
indicates that the marks left on the bullets are unique to a
specific barrel. This was expected in reference to marks
produced by the lands, which are the result of a reaming
operation. Hall3 has previously documented the
uniqueness of marks produced by reaming. The results in this
study serve to further support those reported in previous
studies.
Additionally, each examiner reported that it was possible to
effect identifications based on the marks in the groove
impressions alone. These marks are the result of the
electrochemical rifling. This clearly indicates that the
electrochemical rifling does produce unique and identifiable
microscopic marks.
ACKNOWLEDGMENTS
The authors would like to thank Smith & Wesson for
providing the barrels for testing and for placing their
extremely knowledgeable staff at our disposal.
The authors would also like to thank all the examiners in
the Firearms-Toolmarks Unit who took the time from their
busy caseloads to assist in this study.
REFERENCES
-
Burdock, John E., "A General
Discussion of Gun Barrel Individuality and an
Empirical Assessment of the Individuality of
Consecutively Button Rifled .22 Caliber Rifle
Barrels," AFTE Journal, Volume 13, No. 2, 1981, pp.
84-95.
-
Batty, William, "A Comparison
of Three Individual Barrels Produced from One Button
Rifled Barrel Blank," AFTE Journal, Volume 17, No.
3, July 1985, pp. 64-69.
-
Hall, E. "Bullet Markings From
Consecutively Rifled Shilen DGA Barrels," AFTE
Journal, Volume 15, No. 1 January 1983, pp. 33-53.
|