Rifling
Most
modern pistols, revolvers, rifles, and some shotgun barrels have what
are called rifling in their barrels.
Rifling consists
of grooves cut or formed in a spiral nature, lengthwise down the barrel of a firearm.
 Rifling
is placed in the barrels of firearms to impart a spin on the
bullets that pass through it. Because bullets are
oblong objects, they must spin in their flight, like a
thrown football, to be accurate. Looking down the barrel of
a firearm you might see rifling like that depicted on the
right. This image shows a pattern of rifling
containing six
grooves with a right twist. Rifling
is placed in the barrels of firearms to impart a spin on the
bullets that pass through it. Because bullets are
oblong objects, they must spin in their flight, like a
thrown football, to be accurate. Looking down the barrel of
a firearm you might see rifling like that depicted on the
right. This image shows a pattern of rifling
containing six
grooves with a right twist.
In firearm examiner lingo we refer to the rifling as lands
& grooves. The lands are the raised areas between two grooves. A rifling pattern of eight grooves with
also have eight lands. Registered users only! See
new 3-D bullet.
Firearms
can be manufactured with any number of lands and grooves in their
barrels. They can also spiral either left or right. A few
of the more common
rifling patterns are 4/right, 5/right, 6/right, 6/left, 8/right,
and 16/right.
To see several rifling pattern illustrations
go to Registered users only! Rifling Illustrations Page.
The
procedures described below are abbreviated somewhat but I hope that
they will provide you a better understanding of basic rifling techniques.
When
barrels are manufactured, they start out as a solid rod of steel.
A hole is drilled down the center of the rod and the rifling is then
placed in the barrel.
There
are three basic machining processes that modern firearms manufacturers use
to form the rifling in barrels. Rifling can be cut into the
inner surface of a barrel using a broach, the rifling
can be formed using a hardened steel button, or the
rifling will be formed through a process called hammer forging.
A newer method of rifling barrels, called
Electrochemical Rifling, does not involve the normal
machining processes of the other techniques.
Broach Rifling
The
modern broach method of rifling uses a hardened steel rod with several
cutting rings spaced down the rod. Like the one shown below.
Broaches can be over 16 inches long and because they have several
cutting rings, they are referred to as gang broaches.

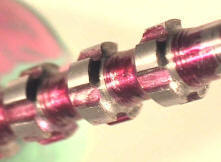
Each
successive cutting ring is slightly larger in diameter and when the last ring on the broach passes down the barrel the desired depth to the grooves
is obtained. The cutting rings have gaps evenly spaced around
them to allow for the lands. The rod is twisted as it is pulled
through the barrel and this forms the spiral to the rifling
pattern. A cut-away of the inside of a barrel below shows the
cut grooves and the lands with original drilling marks.
Button Rifling
Probably
the most common method used today to rifle barrels is button
rifling. Button rifling uses a different approach to forming the grooves in the
barrel. A button as seen below is a very hard steel plug that is
forced down an unrifled barrel.

The
grooves are then formed in the barrel under very high pressure.
The pressure created to form the rifling in the barrel hardens and
polishes the inside of the barrel.
Hammer Forged Rifling
The
newest mechanical method of rifling barrels is accomplished through a process called
hammer forging. Hammer forging produces a type of rifling called polygonal rifling. A hardened steel mandrel is
produced with the shape of the rifling formed on its outer
surface. The mandrel is inserted into a barrel blank and the
outer surface of the barrel is machine hammered. The hammering
forces the barrel material down against the mandrel and the inner
surface of the barrel takes on the shape of the mandrel. The
mandrel is then removed from the barrel and the outer surface of the
barrel is cleaned up. Just as in the other types of rifling,
polygonal rifling can have different patterns.
The most common polygonal patterns are 6/right and 8/right. This
form of rifling is used by Glock, Steyr, IMI, and a few other
manufacturers.
Electrochemical Rifling
In a process that eliminates the
conventional machining of metal, rifling is formed by wet-etching the
interior of a barrel under an electric current. The metal inside the
barrel is actually eaten away or dissolved to create grooves in the barrel.
An electrode (cathode) that has metal strips in the shape of the rifling is
placed in the barrel (anode) and the the assembly is submerged in a salt
solution. An electric current is applied and the electrode is moved
down the length of the barrel and twisted to create the spiral shaped
grooves. As the current travels from the barrel to the electrode metal
is removed by electrolysis thus forming the grooves in the barrel.
This process creates the rifling in the barrel very quickly and does not
require consumable tooling.
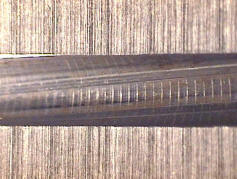
Both broach and button rifling are considered
conventional rifling techniques. The transition from a land to a groove is
very distinct and the lands and grooves are flat to slightly curved. The
two illustrations below show the rifling in two conventionally rifled
barrels.
|
 |
 |
|
Click for larger views
Registered users only! |
A bullet fired from a
conventional 6/right rifled barrel will have
impressions on it like those seen in the image below.

Because there is a distinct
edge at the transition from a land to a groove impression,
the widths of the lands and grooves can be measured.
Polygonal rifling on the
other hand is very different from conventional rifling.
There are no distinct transitions between the lands and the
grooves. The illustration below shows the polygonal rifling in a Glock 9mm LUGER pistol.
Click for larger view
Registered users only!
Polygonal
rifling takes on a shape that is sometimes referred to as "hills
and valleys." This gradual transition prevents firearm examiners
from measuring the individual rifling elements in a polygonal rifled
barrel. Provided a bullet is in good condition, polygonal
rifling impressions like those seen on the 40 caliber bullet below,
are fairly easy to spot.

Electrochemical rifling is
more similar in shape to the button and broach rifled
barrels but has slightly less distinct transitions between
the lands and grooves.
How do
these different rifling techniques effect firearms
identification? Click the Next button below to find out.
|